Welding procedure for metal pressure piping
The welding process for metal pressure piping typically follows the steps outlined below:
Pre-Welding Preparation:
Welding Procedure Qualification: If the construction unit lacks a qualified welding procedure for pressure piping, a welding procedure qualification should be conducted according to regulations. Otherwise, utilize existing qualified procedures.
Welding Procedure Development: Based on the qualified welding procedure, prepare a detailed welding procedure that includes parameters such as welding method, current, voltage, and welding speed.
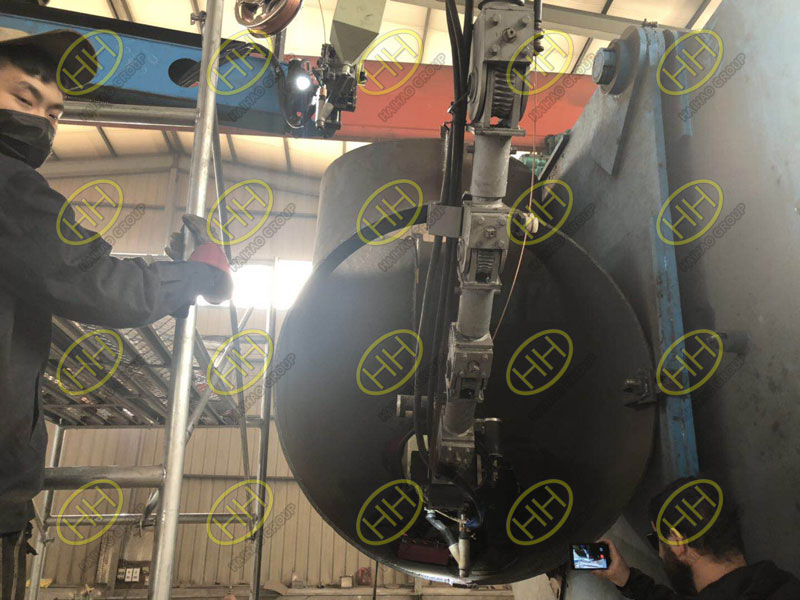
The automatic welding production of large-diameter pipe elbows in Haihao Group
Welder Qualification: Assign welders with qualifications suitable for the welding methods and positions required, ensuring their welding qualification certificates are valid.
Welding Environment Control: Ensure that the welding area meets environmental conditions such as wind speed and humidity required for welding. If necessary, construct facilities such as wind and rain shelters to prevent adverse effects on welding quality.
Welding Equipment Preparation: Perform comprehensive checks and adjustments on welding equipment to ensure stable performance. Instruments such as ammeters and voltmeters should be within the calibration period, and welding cables should be free of damage.
Welding Material Preparation: Prepare qualified welding materials such as electrodes and welding wires according to the welding process requirements. Perform drying and insulation treatments as needed to ensure the dryness and performance of welding materials.
Beveling:
Utilize specialized equipment such as beveling machines for precise beveling to ensure that dimensions such as bevel angle and root face meet design requirements. The bevel surface should be smooth and flat. If flame cutting is used, subsequent grinding is necessary to remove oxidation layers and slag to ensure bevel quality.
Alignment:
Use suitable alignment tools to accurately align two pipes, ensuring concentricity and straightness to avoid misalignment or deviation issues. Adjust gaps between pipes to ensure uniformity and compliance with welding process requirements.
Cleaning:
Remove rust, oxides, and other impurities from the surface of the bevel by grinding or other methods to improve the bonding strength and quality of the weld. Use cleaners to remove oil and contaminants from the bevel and surrounding areas to ensure a clean and uncontaminated welding area.
Preheating (if required):
If preheating is required for positional welding, select suitable preheating methods such as flame or electrical heating based on material characteristics and welding process requirements. Use temperature measuring instruments to strictly control preheating temperatures within specified ranges.
Tack Welding:
Arrange tack welding points, quantities, and positions reasonably to ensure that the pipes do not shift during the welding process. The quality of tack welding should be the same as that of the formal weld, with no welding defects.
Welding:
Conduct pipe welding according to the welding process, ensuring the quality of the weld and the performance of the welded joints. For multi-pass welding, pay attention to interpass cleaning to remove slag and other debris.
Post-Heating (if required):
If post-heating is required according to the welding process, conduct effective post-heating treatment at prescribed temperatures and times to reduce residual stresses, improve weld structure, and performance.
Weld Inspection:
After welding, conduct detailed visual inspections of the welds, checking for smoothness, width, reinforcement, and undercut. Employ non-destructive testing methods such as radiographic testing, ultrasonic testing, and magnetic particle testing to inspect the welds according to specified ratios and standards. If the weld is found to be defective, repair it accordingly.
Post-Weld Heat Treatment:
If post-weld heat treatment is required for the weld according to material and welding process requirements, select appropriate methods such as overall heat treatment or local heat treatment. Conduct heat treatment according to the developed heat treatment process, strictly controlling temperature and time to ensure the desired heat treatment effect.
Heat Treatment Effect Inspection:
After heat treatment, conduct hardness testing on the weld and heat-affected zone to check whether the post-weld heat treatment has achieved the desired effect. If necessary, perform other tests such as metallographic analysis and residual stress testing to comprehensively evaluate the heat treatment effect. After heat treatment, conduct detailed visual inspections of the welds and employ non-destructive testing methods to inspect the welds according to specified ratios and standards. If the weld is found to be defective after repair, conduct heat treatment and weld inspection according to regulations.
During the welding process, proper record-keeping and document management should be maintained to provide reliable evidence for subsequent quality traceability and project acceptance.