How to prevent weld porosity: Key factors and solutions
Weld porosity is one of the most common defects found in welding. It occurs when gas becomes trapped in the molten weld pool during the solidification process, leading to small holes or voids in the weld metal. These voids can weaken the weld’s structural integrity, making it important to identify and prevent porosity. Here are several key factors that contribute to the formation of porosity and ways to avoid them.
Large-diameter automatic welding elbows finished in Haihao Group
1.Eliminate Sources of Gas
Surface Preparation: Proper cleaning of the base material and welding wires is crucial before welding. Surface contaminants such as rust, oil, and moisture can introduce gases into the molten weld pool, leading to porosity. For steel materials, mechanical cleaning methods such as wire brushing or grinding are commonly used to remove rust. Non-ferrous metals like aluminum and magnesium are particularly sensitive to surface contamination, making cleaning especially important in these cases.
Moisture and Electrodes: Welding materials such as electrodes and flux must be properly stored and protected from moisture. Before use, electrodes should be dried according to specified temperature and time. If electrodes are not properly dried, moisture can lead to hydrogen absorption and cause hydrogen-induced porosity. Low-hydrogen electrodes are especially sensitive to moisture, and even a small amount can result in significant porosity issues.
2.Enhance Protective Gas Shielding
Gas Shielding during Welding: One of the key causes of porosity is poor shielding during the welding process, which allows atmospheric gases such as nitrogen and oxygen to enter the molten weld pool. To prevent this, it is important to ensure a stable and effective shielding gas flow during welding. The shielding gas protects the molten pool from contamination and prevents porosity. The purity of the gas and its flow rate are crucial factors:
Excessive Gas Flow: Too high a gas flow rate can cause turbulence and allow air to be drawn into the shielding zone, weakening the protection and increasing the chance of porosity.
Inadequate Gas Flow: On the other hand, insufficient gas flow can cause poor shielding and allow nitrogen and oxygen to dissolve into the molten metal, leading to porosity.
Prevention of Air Ingress: Special attention should be paid when striking the arc, as improper shielding at the start can lead to nitrogen porosity. Also, if the welding electrode’s flux coating deteriorates or shielding gas is interrupted during welding, it will break the protection, making the weld more vulnerable to contamination.
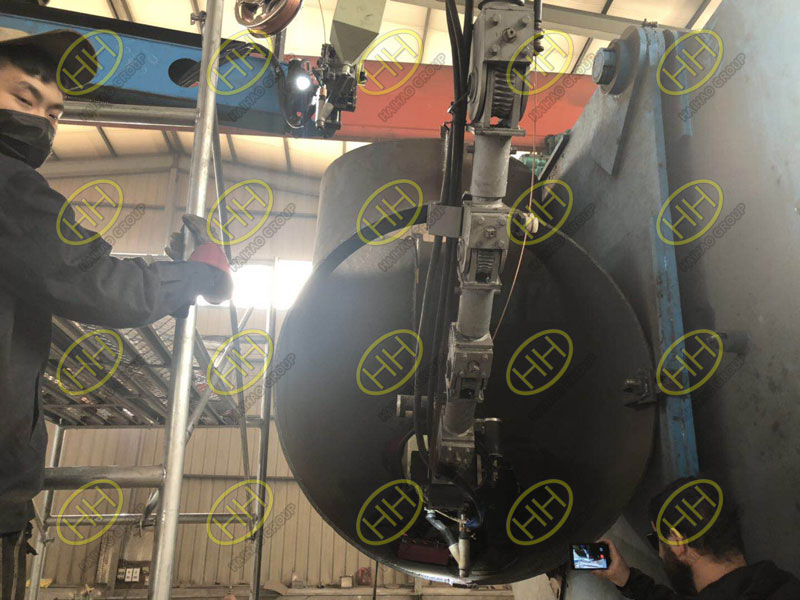
The automatic welding production of large-diameter pipe elbows in Haihao Group
3.Control Welding Materials and Flux Composition
Flux Composition: The flux used in welding has a direct impact on the likelihood of porosity. For instance, acid fluxes often contain strong oxidizers such as SiO2, MnO, FeO, and MgO, which help to absorb hydrogen and reduce hydrogen-induced porosity. On the other hand, fluxes containing carbonates, like in basic electrodes, can release CO2 when heated, which can lead to CO-induced porosity if the reduction process is insufficient.
Aluminum and Copper Welding: When welding aluminum alloys and copper, special care must be taken with the welding material. For example, in TIG welding of aluminum, excessive heat input can cause hydrogen to dissolve in the molten pool, leading to porosity. In copper and nickel welding, water vapor porosity can occur if the oxide layers of these metals react with dissolved hydrogen. Therefore, it is essential to use the correct flux composition for each material type to minimize porosity.
4.Adjust Welding Parameters for Optimal Gas Escape
Welding Current and Speed: The welding parameters such as current and speed have a significant impact on the likelihood of porosity.
Higher Welding Current: Increasing welding current tends to create finer molten droplets and increase the surface area, which may absorb more gases, thus increasing the likelihood of porosity.
Welding Speed: If the welding speed is too high, the weld pool solidifies quickly, making it harder for gas to escape, resulting in trapped bubbles. However, if the welding current is too low, the molten pool may cool too rapidly, causing hydrogen to remain trapped in the weld.
Weld Position: The position in which the weld is performed can also affect porosity formation. Horizontal or overhead welds are more prone to porosity than flat welds because the gas has less opportunity to escape. For vertical welding, downward welding typically produces fewer gas holes compared to upward welding due to gravity helping to release gases.
5.Proper Post-Weld Treatment
Post-Weld Cleaning and Inspection: After the welding process is completed, proper post-weld cleaning should be performed to remove any slag or contaminants that could contribute to porosity. Additionally, the weld should be inspected for porosity using non-destructive testing methods such as ultrasonic testing (UT) or X-ray inspections to ensure the weld’s integrity.